MIL-DTL-45300C
4.4.1 First article inspection failure. A sample of parts shall be randomly selected, as specified in table III. If one
or more defects are found, the lot shall be re-screened and defects removed. After screening and removal of defects,
a new sample of parts shall be randomly selected, as specified in table III. If one or more defects are found in the
second sample, the lot shall be rejected and shall not be supplied to this specification. Re-inspected lots shall be
clearly identified.
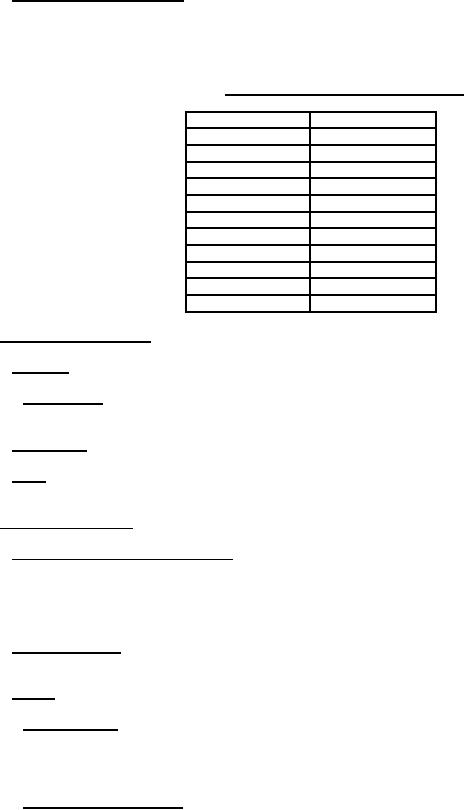
TABLE III. Conformance zero defect sampling plan.
Lot size
Sample size
2 to 8
5
9 to 15
5
16 to 25
5
26 to 50
5
51 to 90
7
91 to 150
11
151 to 280
13
281 to 500
16
501 to 1,200
19
1,201 to 3,200
23
Over 3,200
29
4.5 Conformance inspection.
4.5.1 Sampling.
4.5.1.1 Lot formation. An inspection lot shall consist of all the caps of one type and part number, from an
identifiable production periods from one manufacturer, submitted at one time for acceptance.
4.5.2 Examination.
4.5.3 Tests. Sample caps selected as specified in 4.5.1 shall be subjected to the quality conformance tests
specified in table I.
4.6 Methods of inspection.
4.6.1 Materials and construction (all types). Conformance to 3.2 and 3.3 shall be determined by inspection of
contractor records providing proof or certification that design, construction, processing, and materials conform to
requirements. Applicable records shall include drawings, specifications, design data, receiving inspection records,
processing and quality control standards, vendor catalogs and certifications, industry standards, test reports, and
rating data.
4.6.2 Defects (all types). Conformance to 3.3, 3.5, 3.6 and 3.7 shall be determined by examination for the defects
listed in table III. Examination shall be visual or by measurement with standard inspection equipment.
4.6.3 Torque.
4.6.3.1 Caps (all types). To determine conformance to 3.4.1.1, the cap shall be connected to and then
disconnected from the filler neck using a torque wrench. This procedure shall be repeated five times, observing the
torque required. In connecting the cap, the maximum torque value shall be attained before the cap reaches the end of
travel.
4.6.3.2 Fording valve (type II only). To determine conformance to 3.4.1.2, actuate the fording valve control from
the "opens" to the "closed" position and from the "closed' to the "open" position, using a torque wrench and noting the
torque required.
5
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business