MIL-DTL-62011E
4.6.21 Contaminated fuel (see 3.6.7).
a.
The pump shall be mounted in the test apparatus and the tank filled with contaminated
test fluid composed of ASTM Reference Fuel B and the contaminants specified in table
VI.
b.
The tank shall be filled to a level at least 2 inches (51 mm) above the pump.
c.
The pump shall be operated to deliver a minimum of 220 gph (833 lph) for a period of 3
hours and subsequently 25 gph (95 lph) for another period of 3 hours.
d.
The pump shall then be flushed out with clear test fluid and pressure and flow tested (see
4.6.22 Corrosion resistance (see 3.6.8).
a.
The pump shall be tested in accordance with method 101 of MIL-STD-202 for a period of
100 hours, except that a 20 percent salt solution shall be used.
b.
Following completion of the corrosion resistance test, the pump shall be pressure and
flow tested (see 4.6.3).
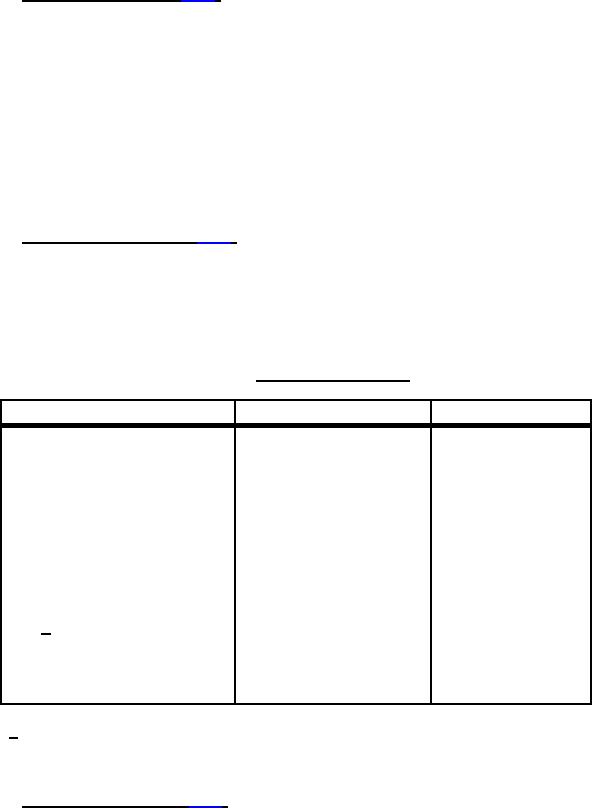
TABLE VI. Contaminated test fluid.
Contaminant
Particle size
Quantity
Iron oxide
0-5 microns
28.5 gm/400 gal.
Iron oxide
5-10 microns
1.5 gm/400 gal
Sharp silica sand
150-300 microns
1.0 gm/400 gal
Sharp silica sand
300-400 microns
1.0 gm/400 gal
Prepared dirt conforming to
Mixture as follows:
8.0 gm/400 gal
coarse Arizona test dust
0-5 microns (12%)
(see 6.3)
5-10 microns (12%)
10-12 microns (14%)
20-40 microns (23%)
40-80 microns (30%)
80-200 microns (9%)
Lint 1/
0.1 gm/400 gal.
As collected
Crude naphthenic acid
0.03% by volume
Salt water (solution shall
0.01% entrained
contain 4 parts NaCl to
96 parts H2O by weight)
1/ Obtained by tumbling laundered cotton denim cloth in a tumbling machine (clothes
drier).
4.6.23 Temperature shock (see 3.6.9). The pump shall be tested in accordance with method 503 of
MIL-STD-810 and meet the requirements of 3.6.9. Following completion of the temperature shock test,
the pump shall be tested as specified in 4.6.3.
17
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business